
Även omPVCär det vanligaste icke-metalliska röret i världen, PPR (Polypropylene Random Copolymer) är standardrörsmaterialet i många andra delar av världen. PPR-skarven är inte PVC-cement, utan värms upp med ett speciellt fusionsverktyg och smälts i princip till en helhet. Om den skapas korrekt med rätt utrustning kommer PPR-skarven aldrig att läcka.
Värm fusionsverktyget och förbered rörledningen
1
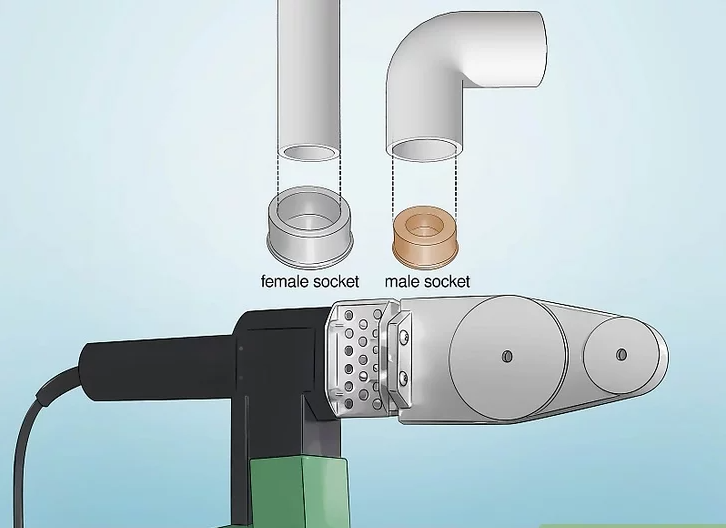
Placera en hylsa av lämplig storlek på svetsverktyget.PPR-kodSvetsverktyg levereras med par av han- och honhylsor i olika storlekar, vilket motsvarar vanliga PPR-rördiametrar. Om du använder PPR-rör med en diameter på 50 mm (2,0 tum), välj därför hylsorna märkta 50 mm.
Handhållna svetsverktyg klarar vanligtvisPPR-kodrör från 16 till 63 mm (0,63 till 2,48 tum), medan bänkmodeller kan hantera rör på minst 110 mm (4,3 tum).
Du kan hitta olika modeller av PPR-svetsverktyg online, med priser från cirka 50 USD till mer än 500 USD.
2
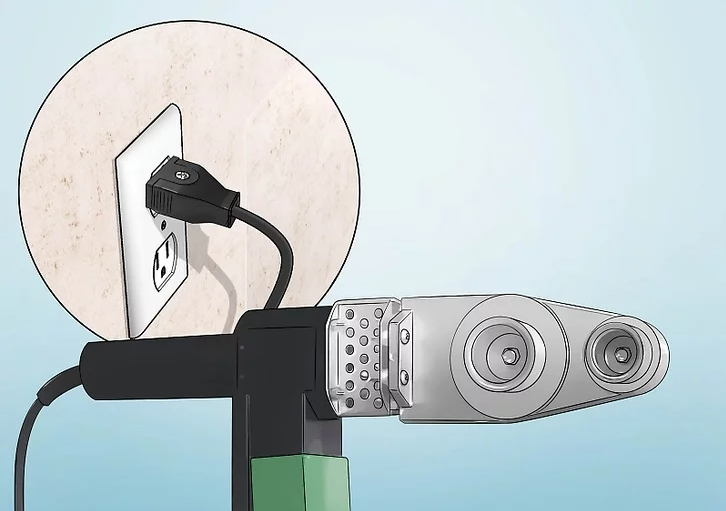
Sätt i svetsverktyget för att börja värma upp sockeln. De flesta svetsverktyg ansluts till ett vanligt 110 V-uttag. Verktyget börjar värmas upp omedelbart, eller så kan du behöva slå på strömbrytaren. Modellerna varierar, men det kan ta några minuter för verktyget att värma upp sockeln till önskad temperatur. [3]
Var mycket försiktig när du använder termosvetsverktyget och se till att alla i området vet att det är igång och varmt. Temperaturen på hylsan överstiger 250 °C (482 °F) och kan orsaka allvarliga brännskador.
3
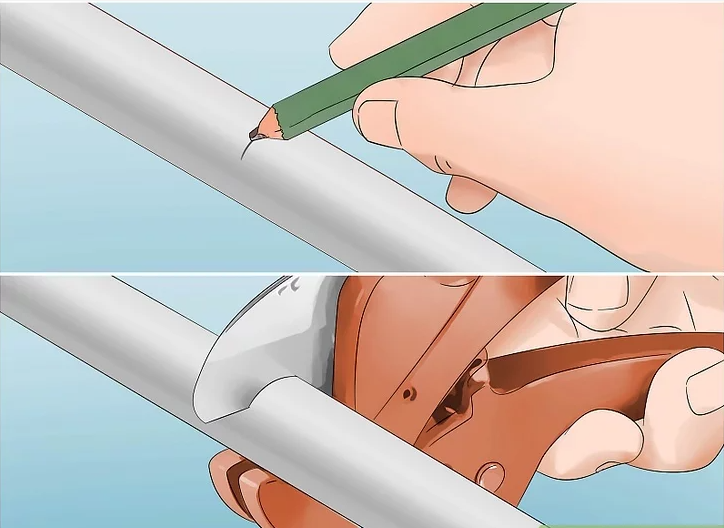
Kapa röret till rätt längd med ett jämnt, rent snitt. När svetsverktyget är uppvärmt, använd ett effektivt verktyg för att markera och kapa röret till önskad längd för att få ett rent snitt vinkelrätt mot axeln. Många svetsverktygssatser är utrustade med avtryckar- eller klämrörskärare. När de används i enlighet med instruktionerna kommer dessa att ge ett jämnt, enhetligt snitt i PPR, vilket är mycket lämpligt för smältsvetsning. [4]
PPR-rör kan också kapas med olika handsågar, elektriska sågar eller rörskärare med hjul. Se dock till att snittet är så slätt och jämnt som möjligt, och använd fint sandpapper för att ta bort alla grader.
4
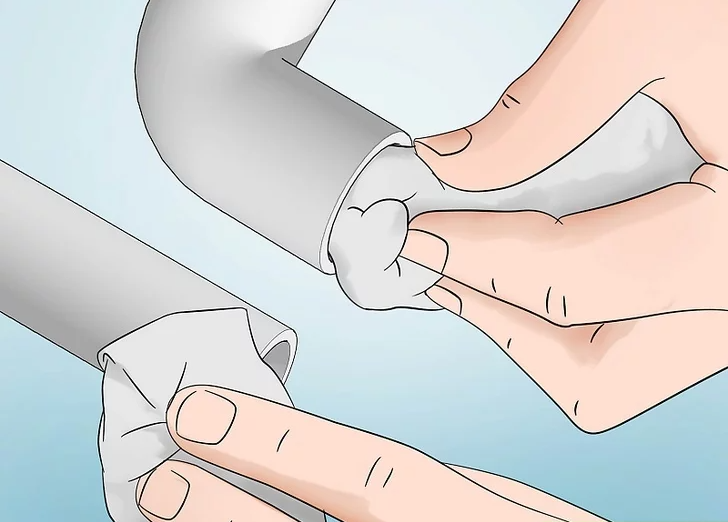
Rengör PPR-komponenterna med en trasa och rekommenderat rengöringsmedel. Din fusionsverktygssats kan rekommendera eller till och med innehålla ett specifikt rengöringsmedel för PPR-rör. Följ instruktionerna för att använda detta rengöringsmedel på utsidan av röret och inuti de kopplingar som ska anslutas. Låt delarna torka ett tag. [5]
Om du inte vet vilken typ av rengöringsmedel du ska använda, vänligen kontakta tillverkaren av svetsverktyget.
5
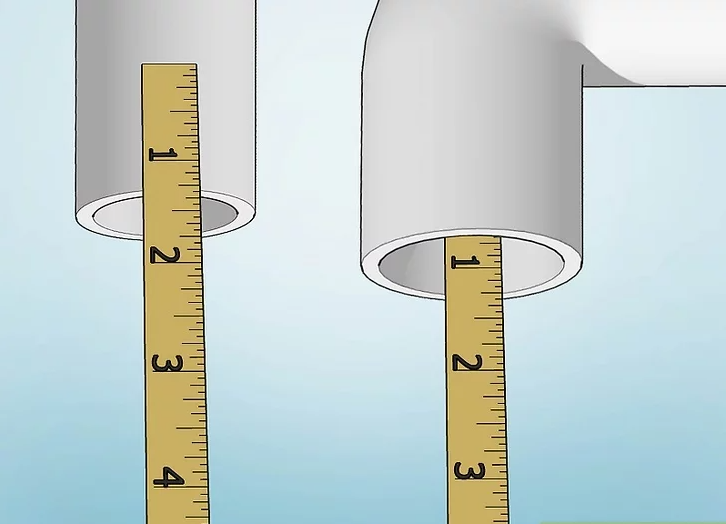
Markera svetsdjupet vid rörets anslutningsände. Din svetsverktygssats kan levereras med en mall för att markera lämpligt svetsdjup på PPR-rör med olika diametrar. Använd en penna för att markera röret därefter.
Alternativt kan du sticka in måttbandet i den koppling du använder (t.ex. en 90-graders vinkelkoppling) tills det träffar en liten ås i kopplingen. Subtrahera 1 mm (0,039 tum) från detta djupmått och markera det som svetsdjupet på röret.
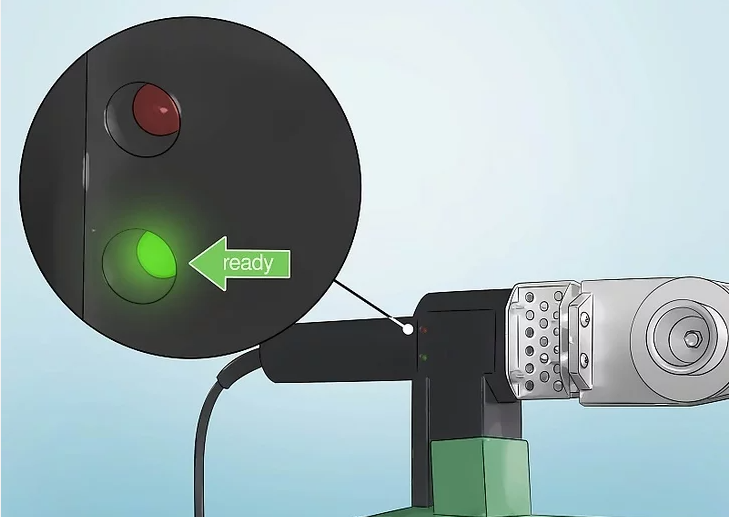
6
Kontrollera att svetsverktyget är helt uppvärmt. Många svetsverktyg har en display som visar när verktyget är uppvärmt och klart. Måltemperaturen är vanligtvis 260 °C (500 °F).
Om ditt svetsverktyg inte har en temperaturdisplay kan du använda en prob eller infraröd termometer för att läsa av temperaturen på hylsan.
Du kan också köpa temperaturindikatorstavar (t.ex. Tempilstik) i svetsbutiker. Välj träpinnar som smälter vid 260 °C (500 °F) och sätt en mot varje hylsa.
Publiceringstid: 31 december 2021



